-

深圳市红叶杰科技有限公司
主营:固化剂不发泡型,高分子防潮封堵剂,BBS防凝露封堵组料,高分子防凝露封堵材料,人体硅胶价格,加成型硅胶,模具硅胶价格,胸垫发泡硅胶,自流平封堵材料

深圳市红叶杰科技有限公司
主营:固化剂不发泡型,高分子防潮封堵剂,BBS防凝露封堵组料,高分子防凝露封堵材料,人体硅胶价格,加成型硅胶,模具硅胶价格,胸垫发泡硅胶,自流平封堵材料 14
14
复合材料真空灌注液体硅胶真空袋与一次性膜袋对比:
液体硅胶真空袋技术创造性的多次翻模解决了复合材料生产的真空成型工艺,好的替代一次性薄膜真空袋的方法。真空成型是利用模具与硅胶袋形成一套模具的方式来制备大型复合材料部件,硅胶真空袋的重复使用在真空成型工艺中发挥着重要的作用,既简化了密封和成型工艺操作,且同时降低生产成本,真空树脂导入时由于其密闭性保证了复合材料产品质量的稳定性和完整性
在复合材料成型技术中,用来制备真空袋的材料有尼龙薄膜、聚酰亚胺膜、聚酯薄膜、铝箔等,但随着近些年来硅胶逐渐去取代真空袋被广泛应用。其具体的做法时,先在刚性阴模上铺设纤维,接着将硅胶真空袋铺设在纤维上,使其四周密封完好后再注入树脂。这种技术的步骤与使用真空袋膜时相似,但却使用硅胶取代了真空袋的位置。真空袋热压罐成型工艺在过去也被经常使用,主要用来生产一部分航天设备中的主承力构件,但这种工艺造**,对操作的要求也十分严格,不能适用于制造结构复杂的构件。而硅胶取代真空袋膜之后,这些问题都得到了解决,不但能够用以制造结构复杂的构件,也降低了操作难度和成本。
真空导入硅胶真空袋,耐高温硅胶
真空导入工艺使用硅胶真空袋的工作原理:利用液体硅胶制作成一张类似塑料的薄膜(需要注意的是相关的引流管道,进料口,排气口提前设置好),再套在用玻璃纤维铺设好的原模具上,插上真空泵进行抽真空,真空后从另一进料口导入树脂材料,让树脂平流浸湿全部玻纤布,等树脂固化,再拿掉硅胶真空袋,取出固化好的产品,这就是生产真空导入成型基本的步骤。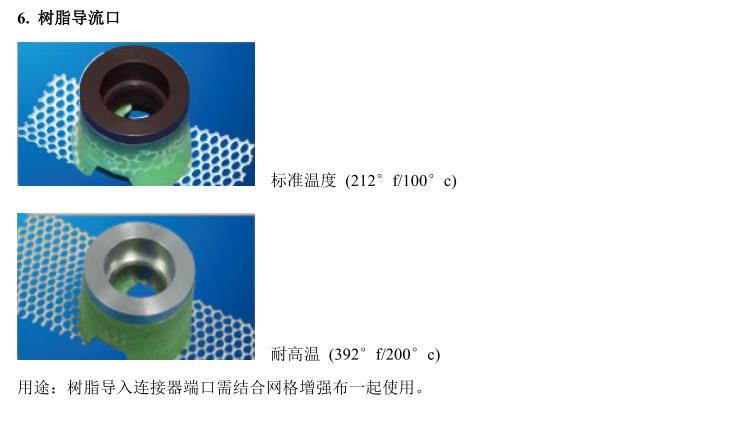
2.真空导入理论
真空导入工艺能被广泛的应用,其理论基础是达西定律:
Darcy’s Law)t =ℓ2h/(2 kDP ),t 是导入时间,由四个参数来决定;h-树脂粘度。
从公式上可以看出所用树脂的粘度越低,则所需导入时间就越短,因此真空导入所用的树脂粘度一般不能太高。这样可以使树脂能够快速的充满整个模具。ℓ-注射长度,指的树脂进料口与到达出料口的之间的距离,距离长当然所需的时间亦长。DP-压力差, 体系内与体系外压力差值越大,对树脂的驱动力也越大,树脂流速越快,当然所需导入时间也越短。k= 渗透性,指玻纤,夹心材料等对树脂浸润好坏的参数。k 值大说明浸润好,象多向毡要比方格布,短切毡易被树脂浸润。因此为了使得树脂在增强材料被压实的情况下能方便的充满体系,一般会人为设置一些导流槽,比如在夹心泡沫上下打孔等。